建筑周轉模殼在制造過程中,每千次制造,每種配料至少進行一次理化指標試驗,確保每種物料的配比符合工藝要求。光靠肉眼和經驗是解決不了的,周轉型殼企業必須有自己的實驗室,才能及時有效地解決材料找正問題。 在兩步法生產過程中,漿料的逐層涂布和壓制是關鍵。并且嚴格按照建筑模殼工藝要求控制漿體密度和每層涂壓間隔,不控制漿體密度和涂壓間隔,不盲目追求產量。如果這方面做得不好,
建筑模殼的密度就達不到標準,繼而手感也會粗糙,又影響建筑的美感。這里特別聲明嚴禁用肥皂水或廢機油作脫模劑,保護塑料周轉模殼在涂壓層漿前的強度和韌性。
對使用后影響建筑塑料模殼質量的材料,玻璃纖維布必須為中堿或以上質量,必須添加各種增強建筑塑料模殼穩定性和韌性的材料,如改性劑、界面劑、柔性纖維等,從而消除材料孔隙中的水分和空氣,達到材料的固體密實度。 一步到位,在制造工藝方面,由于各種理化指標的嚴格比對,有必要在原料本身方面建立一個原料檢測實驗室。
周轉模殼的最終質量取決于溫度、濕度和固化時間。制造的建筑
塑料模殼必須在50-70℃的溫度和40℃以上的濕度環境下連續養護3小時以上,然后在30℃以上的環境下保持自身的水化熱和去濕,養護3-5天,然后保持在干燥的空氣中。
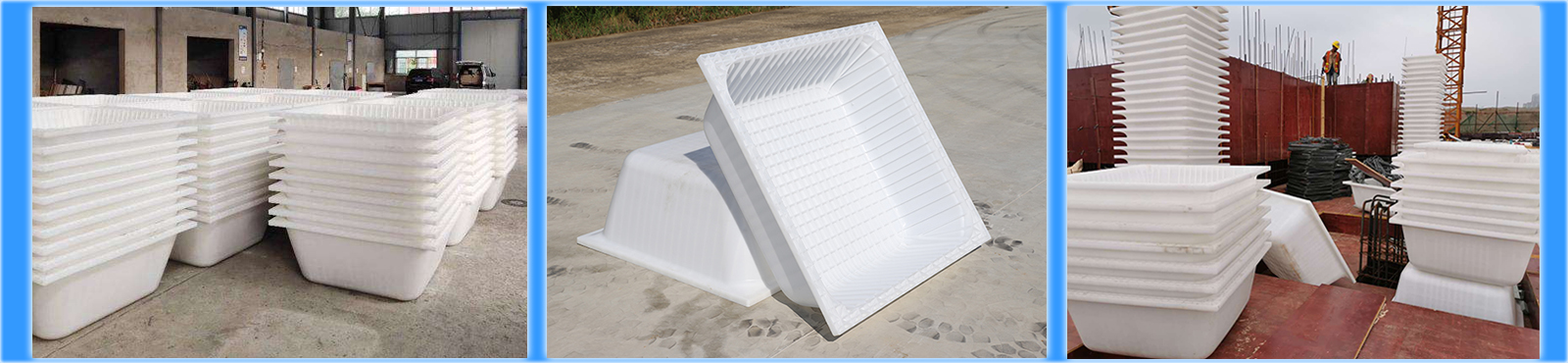
等到模殼穩定度達到80%以上后,在自然環境中養護3天以上,才能達到良好的質量。 建筑模殼施工工藝標準:選用模殼。M型塑料模殼:方形塑料模殼,適用于雙向密肋樓板;T型建筑塑料模殼:長型建筑塑料模殼,適用于單向密肋樓板。